Corrosion due to residual solder flux and cleaning process chemistries left on PCBAs can be a real problem for reliability. The corrosion can cause both open circuits as it eats through metal runs and short circuits due to electro-chemical migration.
![Pixel_Size=1.25003E+1 µm Mag=13.890 × Display_Mag=158 Zoom=6.33000 Stage_X=-11.299 mm Stage_Y=-8.815 mm Stage_Z=0.000 mm Stage_R=0.00° Stage_T=0.00° Stage_B=0.00° Spot_Size=29.3% Accelerating_Voltage=15.0 kV Working_Distance=21.9 mm Operator=SEM Lab Instrument=PSEM II Analysis_Date=1/6/2011 Analysis_Time=02:10:10 PM Sample_Number= Client_Number= Client_Name= Project_Number= Caption= RasterBox=[119,233,375,284] Live_Time=78.00 Acquisition_Time=91.00 Dead_Percent=11.0% Detector_Tilt=35° Peak_Label=Cr@5.414 Peak_Label=Cr@5.946 Peak_Label=Ni@7.477 Peak_Label=Ni@0.851 Peak_Label=Fe@6.403 Peak_Label=Fe@7.057 Peak_Label=Fe@0.705 Peak_Label=Sn@3.904 Peak_Label=Sn@3.443 Peak_Label=Sn@3.662 Peak_Label=Br@1.481 Peak_Label=Pb@2.345 Peak_Label=Cl@2.622 Peak_Label=Si@1.741 Peak_Label=C@0.277 Peak_Label=O@0.525](http://semlab.com/semlab.com/2017/wp-content/uploads/2016/10/PCBA-corrosion-1.tif)
This (above) is the elemental spectrum of the end of a through-hole connector solder joint. The chlorine in the spectrum is likely due to chloride activator from the solder flux.
![Pixel_Size=1.24996E+1 µm Mag=13.891 × Display_Mag=160 Zoom=6.41000 Stage_X=-11.169 mm Stage_Y=-8.048 mm Stage_Z=0.000 mm Stage_R=0.00° Stage_T=0.00° Stage_B=0.00° Spot_Size=29.3% Accelerating_Voltage=15.0 kV Working_Distance=21.5 mm Operator=SEM Lab Instrument=PSEM II Analysis_Date=1/6/2011 Analysis_Time=02:07:24 PM Comment= RasterBox=[250,245,273,286] Live_Time=65.00 Acquisition_Time=78.00 Dead_Percent=14.0% Detector_Tilt=35° Peak_Label=Sn@3.904 Peak_Label=Sn@3.443 Peak_Label=Sn@3.662 Peak_Label=Br@1.481 Peak_Label=Ba@5.156 Peak_Label=Ba@4.827 Peak_Label=Ba@4.465 Peak_Label=Pb@2.345 Peak_Label=Cl@2.622 Peak_Label=Si@1.741 Peak_Label=C@0.277 Peak_Label=O@0.525](http://semlab.com/semlab.com/2017/wp-content/uploads/2016/10/PCBA-corrosion-2.tif)
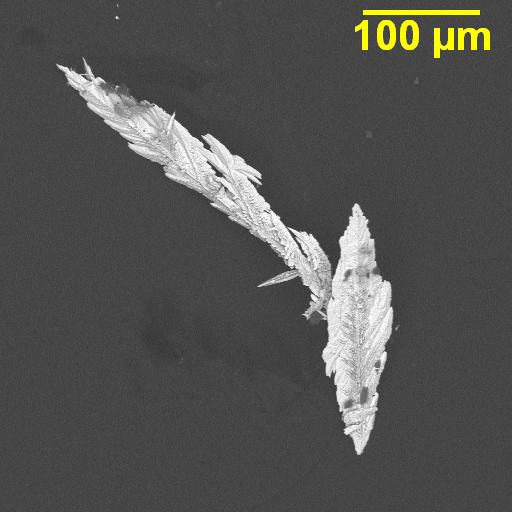
This (above) is the elemental spectrum of some corrosion product associated with the through-hole connector solder joint, which appear to be Pb and/or PbO crystals growing out of the surface of the solder joint.

These are the Pb and/or PbO crystals growing out of the surface of the solder joint.
Check out SEM Lab, Inc. to learn more.